
【摘要】
为提高内径检测精度和效率,提出一种基于激光三角法测量原理的内径非接触精密测量方法,单次测量可实现多个径向方向半径的测量。根据此测量方法,构建数学模型,通过数学模型分析,在同等条件下比较单一方向和多方向的测量误差。同时在最终测量精度一致的前提下,分析比较单一方向和多方向对定位误差的要求。结果证明增加测量单元的数量,可降低对系统装配和定位精度的要求,显著提高系统测量精度。
1、引言
轴孔内径的测量方法大体分为接触式和非接触式测量两种方法。接触式测量方法以典型的i坐标测量机和电感传感器测量方法为代表。然而,接触式测量无法避免会产生测量力,对于高精度的测量表面会造成划伤,所以接触式的测量方法已逐渐被非接触式测量取代。非接触式测量要以典型的电 容传感器测量方法和气动法为代表,根据其测量原理,上述2种方法虽然与被测物表面无接触,但是测量间隙小是其一大诟病,完成高精度测量所需时间较长,很难实现产品的高自动化在线测量。
基于激光三角法测量原理的非接触测量方法可以实现在大间隙下完成高精度测量。在国外,德国米铱公司、日本的KEYENCE公司已有成品应用于工业生产线,可实现不确定度在1μm的高精度测量,小型化、自动化程度高,价格昂贵。目前国内的发展状况与国外相比差距较大,对于直径在100mm以下的轴孔测量目前还只停留在实验室阶段,无法应用于工业生产线上。
目前在国内轴孔内径非接触测量基于激光三角法的测量原理大多采用旋转测量的方式[3],具体是以一精密旋转控制结构带动光源和光电接收器件在被测轴孔内部旋转测量,在同一测量截面实现多方向测量,然后经过后续算法的处理,拟合出被测轴孔内径完成测量。此方法测量精度高,但是对旋转机构的精度要求非常高,多次测量时间长,无法实现在线测量。由于上述方法存在缺陷,文中提出一种高精度、高智能的轴孔内径的测量方法,该方法同样基于激光三角法测量原理的非接触式测量,可实现在较大间隙完成测量;单次测量即可实现多个径向方向的测量,测量精度高,测量速度快,满足在线测量的要求。
2、测量原理
文中所述方法原理上采用激光三角法测量原理,三角法的测量原理在此不再赘述。在采用激光三角法的前提下,单一三角法测量单元只能完成单一径向测量。要想实现单截面圆周上多个径向方向的测量,一种方法是将上述的单1个三角测量单元固定在旋转机构上,利用旋转机构带动测量单元在轴孔内等角度间隔旋转以实现单一截面圆周上多个径向方向的测量。然而旋转机构在每次等角度旋转过程中,旋转轴必然会产生径向跳动给测量结果带来不利影响,径向跳动误差是随机的,无法预测或校正,并且测量次数越多即角度间隔越小,径向跳动次数越多影响越大,引入更多次随机误差,给测量结果带来严重不利影响。为了避免上述方法中采用旋转轴所带来的不利影响,文中采用的方法是在主轴测量截面上等间距放置多个三角测量单元,事先标定多个三角测量单元,测量时将主轴插入到被测轴孔中即可完成多次径向测量。此方法不需要旋 转单次测量就能完成多个径向方向的测量,可有效地避免轴径向跳动带来随机误差的影响。随之而来,多个测量单元的安装定位也不能达到理想状态,然而测量单元之间的安装定位误差属于系统误差,是可以通过事先实验进行评价和后续算法进行消除。
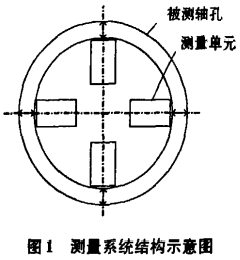
文中所示的测量方法是由4个三角测量单元组成,测量系统结构如图1所示,相邻2个三角测量单元相互垂直,相对2个 三角单元在同一直线上,单次测量可完成2个相互垂直的直径尺寸测量。
3、测量数学模型及误差分析
系统在装配中无法避免会带来误差,理想系统中4个三角测量单元分布在同一测量截面圆周上角度间隔为90°,而由于测量装置的装配无法实现每90°角度间隔放置1个三角测量单元,所以实际测量中4个三角测量单元之间存在装配误差。
在实际系统测量时,单元测量方向是指单元激光器的激光发射方向,理想系统是4个测量方向反向延长线的交点(以下简称测量交点)应与测量轴孔的圆心位置相重合,而在实际测量过程中,由于测量截面的定位误差,无法实现测量交点与被轴孔的圆心相重合,所以测量交点与理想圆心存在定位误差。
上述装配误差和定位误差对系统测量精度有很大影响。即使事先做良好的系统校正,装配误差也是必然存在的,然而 定位误差是可以调整的,所以在存在装配误差的前提下,只要定位误差满足要求,就能满足测量精度的要求。文中所述方法是上述过程的逆过程,是要解决的是在满足给定最终测量误差 的前提下,测量系统4个测量单元之间在存在装配误差的情况下,对测量交点和理想圆心的定位误差提出要求以满足测量精度要求。
根据上述2种误差构建系统实际测量模型,如图2所示,圆心O表示被测轴孔理想圆心,圆心O1表示实际测量交点。O1A、O1B、O1C和O1D为实际系统的测量方向。
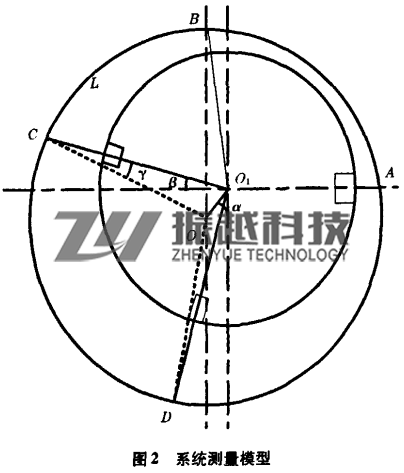
物件理想直径为D(半径为尺),实际测量直径水平方向为 D1,竖直方向为D2,根据测量模型可知:
D1=O1A+O2C (1)
D2=O1B+O1D (2)
以水平方向为例(竖直方向与水平方向只存在一个相位差),将O1A方向视作理想水平方向,以水平方向为基准,O1C 与O1A不在一条直线上,设O1C相对于水平方向的摆角为β (顺时针为正,逆时针为负),O1与O的定位误差即测量交点和理想圆心的位置关系用模L表示距离和幅角α表示相位。用β、L、α 3个参数和理想半径R来表达实际测量直径D1,如下:
![]() (3)
(3)
根据余弦定理,在三角形∆O1C中
 (5)
(5)
根据式(1)、式(3)、式(5)得
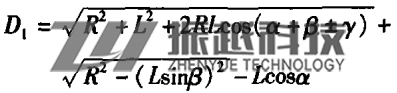 (6)
(6)
同理,竖直方向上定义上述参数,可以得到:
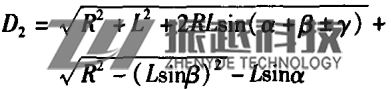 (7)
(7)
根据式(1)、式(2)、式(6)、式(7)可以得出测量误差如下:
水平测量误差∆D1=D1—D (8)
竖直测照误差∆D2=D2一D (9)
平均测量误差∆D=(∆D1+∆D2)/2 (10)
4、模拟分析
最终测量误差∆D是β、L、α、R 4个参数的函数,如式(11) 所示:
∆D=f(β、L、α、R) (11)
测量时系统装配误差即水平和竖直方向的偏摆角度β已固定。而测量交点和理想圆心之间的定位误差是随机的。由于测量过程是对轴孔圆周测量,幅角α可以是在0°~360°之间的任意值,测量交点和理想圆心的距离(简称两心间距)L值的大小决定最终测量精度。假定两心间距L为0~0.5mm之间变化,幅角α在0°~360°之间变化,被测孔的直径D为50mm,根据式(6)、式(7)可计算出实际测量直径,图3(a)所示D1,2分别为水平和竖直2个方向的测量结果,由图3(a)可以得出以下结 论:水平和竖直方向测量结果之间只存在一个相位差;最大测量误差达到20μm左右。图3(b)所示D12为采用水平和竖直平均测量的结果,由图3(b)可以得出以下结论:最大测量误差达到12μm左右;在L相同的情况下,平均效应后的测量误差明显减小。模型分析还需要解决的问题是在给定最终测量误差的前提下,即已知被测轴孔半径R、预先设定偏摆角度β的值、设定幅角α为0°~360°全方位角,通过数学软件Matlab进行三维建模,计算测量交点和理想圆心的距离L,也就是说已知最终测量误差可推算出测量交点在以理想圆心为中心、半径 为L的圆周内的任意位置上测量都是在误差要求范围内的测量。根据式(11),可推算出式(12)的数学关系。
![]() (12)
(12)
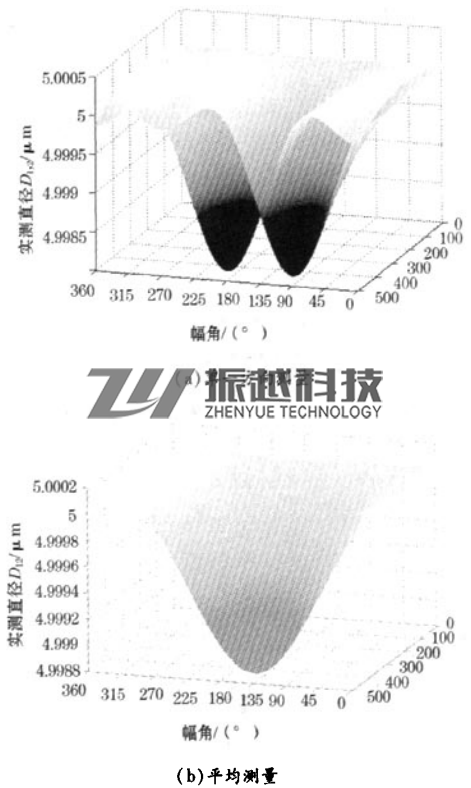
图3 实测直径尺寸模拟分析曲面图
以水平方向为例,假定水平测量误差∆D1在±10μm内,测量直径D分别为50mm、60mm、80mm、100mm、120 mm,偏摆角度β为0°、1°、2°和3°(负角与正角对称,可只考虑正角),幅角为0°~360°之间的任意值,使用Madab软件计算出两心间距L,如表1中单次测量中的两心间距的数据所示。
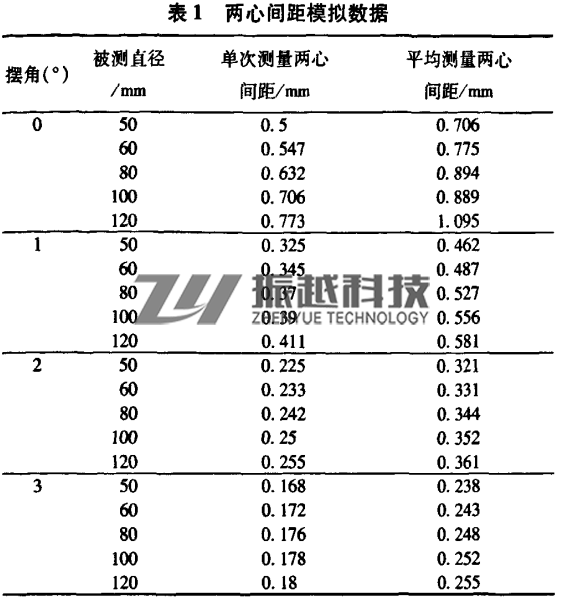
根据误差平均效应,将水平和竖直2个方向的直径实际测量值取平均值,要求平均测量误差∆D同样在±10μm内,测量直径D、偏摆角度β和幅角α都与水平测量环境相同,计算两心间距L,如表1中平均测量两心间距中的数据所示,对上述单次测量计算结果和平均测量计算的结果数据作比较。
根据表1中的数值用曲线图表示两心间距值的变化趋势 (图4中空心标记曲线表示单一方向数据,实心标记的曲线表示两方向平均后的数据)。
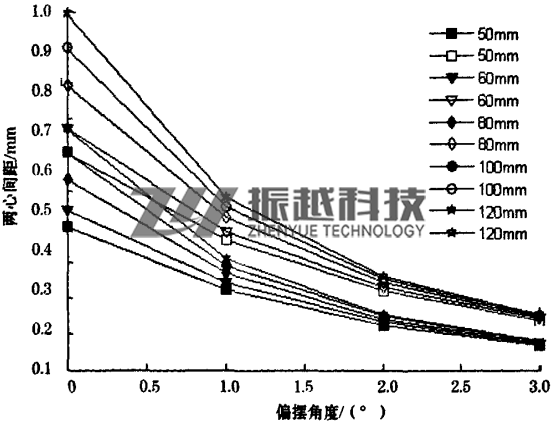
图4 两心间距变化曲线
从模拟分析中可以得到结论:单一水平或者竖直方向测 量,在满足测鼍误差为±10μm要求的前提下,随着测量直径和偏摆角度的增大,对两心间距的要求趋近于0.17mm;采用平均误差的方法,在同等水平误差要求下,两心间距趋近于0.24mm,实验证明采用多方向的测量方法能在很大程度上放宽对两心间距的严格要求,大幅度降低测量定位的难度。
5、结论
综上所述,该测量方法采用激光三角法原理可以在较大测量间隙实现非接触测量,对被测物表面无伤害;实际装配中装配误差在所难免,根据文中的方法,如能在满足一定的定位精度的前提下可实现高精度的测量;单次测量能够实现多方向测量,大大提高测量速度,有利于实现产品在线测量,具有很高的实用价值。

 客服1
客服1